-
- Injector

- Bulbs & Lamps

- Contactor

- Fuse

- PLC Systems

- Scanner

- Cable & Connector

- Controller

- HMI

- Potentiometers & Variable Resistors

- Seal / Repair Kit

- Transistor

- Capacitor

- Cooling Fan

- Indicator

- Power Supply

- Sensors

- I\O Modules

- Circuit Breaker

- Detector

- Inverter

- Recorder

- Servo Drive

- Amplifier

- Computer

- Drives

- Meter

- Rectifier

- Servo Motor

- Adapter

- Control Unit

- Electronic Components

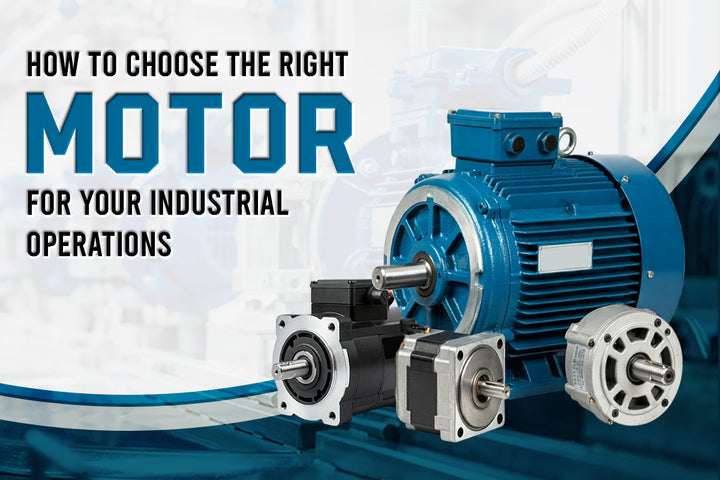
- Motor

- Regulator

- Block

- Converter

- Encoder

- PCB

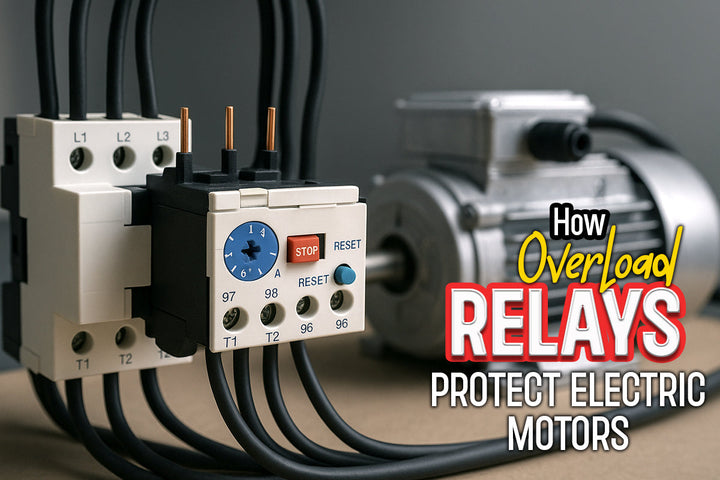
- Relays

- Switch

- Telecom and Communication

- Timer

- Transducer

- Transformer

- Transmitter

- VFD







































































Your cart is empty












Newly Added














Feature Products














Best Sellers










 Windows 7 Professional Hps Reinstallation Dvd")
















































































")




Top Brands, Curated for You!
Discover over 200 global and local brands across diverse categories only on Gajab!

















































Easy Buying Process
Our platform makes shopping simple-helping you discover products, compare options, checkout securely, and receive fast, reliable delivery.
Explore Products



40K+ Happy Customer Globally
Here you can find experience of buyers with Aeliya
Frequently Asked Questions
How do I place an order on your website?
Ordering from us is simple! Browse our inventory, select the items you need, and proceed to checkout. If you have any questions or need assistance, our customer support team is here to help.
How can I search for products?
Simply enter your exact part number or a key phrase in the search bar. You’ll see all listed products matching that keyword. If the exact part number is available, the product will appear directly in the search results.
What payment methods do you accept?
We accept payments via PayPal and Stripe (Credit/Debit Cards).
How can I track my order?
Once your order is dispatched, we will share the tracking ID with you via email. You can then track your shipment on the respective shipping partner’s website using that tracking ID.
How can I contact customer support?
You can reach our customer support team via email at sales@aeliyamarinetech.com, by phone or WhatsApp at +91 9725218537, or through our live chat during business hours
Blog posts